Soudure forte épaisseur

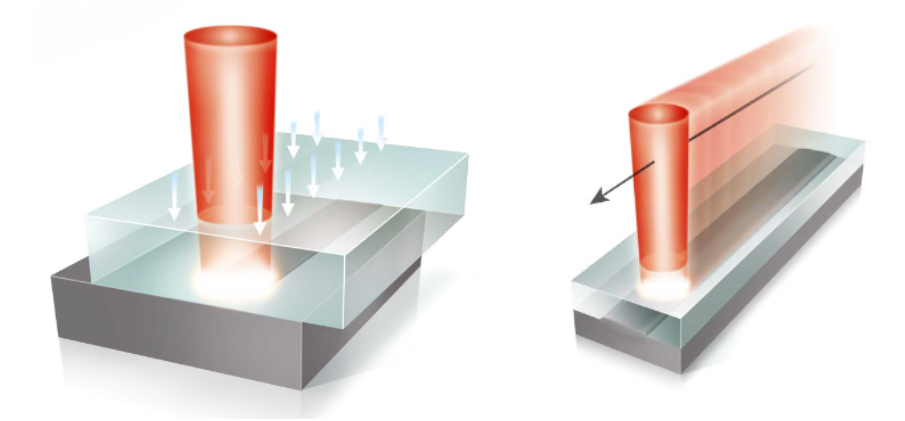
Soudure par conduction

Soudure par conduction
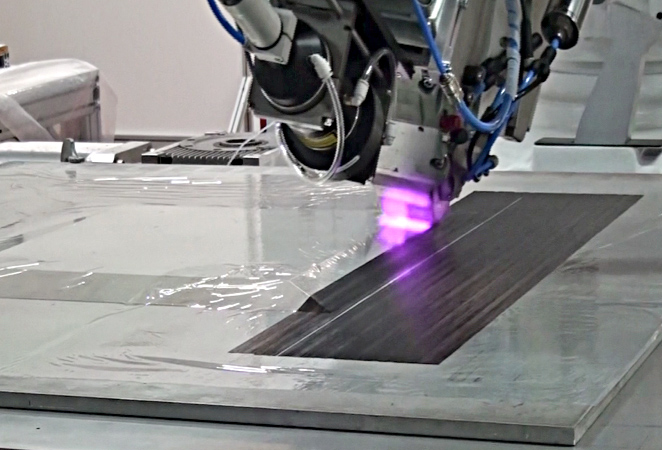
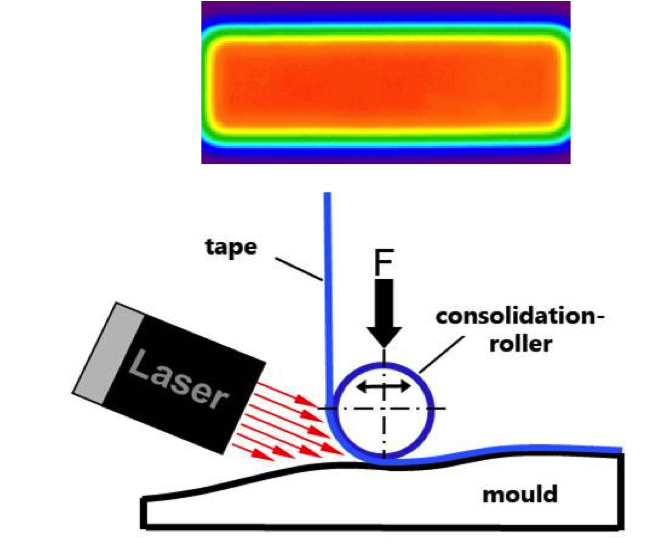
Principe du soudage par laser des thermoplastiques


Soudage par laser à diode Laserline des hayons de véhicules